- Главная
- Линии производства колесных дисков и тормозных барабанов
- Линия производства тормозных барабанов
Линия производства биметаллических тормозных барабанов



Биметаллические тормозные барабаны на 20-35% легче чем барабаны из серого чугуна, при этом отличающиеся лучшим торможением и долгим сроком службы.
Данные тормозные барабаны имеют упрочненный стальной кожух и чугунной упорное кольцо. Оба материала обработаны уникальной технологией, которая делает их более прочными, улучшает их теплопроводность и облегчает. Стальной кожух имеет большую площадь рассеивания тепла и отличается высокой производительностью, разрешая проблему с растрескиванием, плохим рассеиванием тепла и высокой температурной разницей. Тормозные барабаны, изготовленные на нашей производственной линии, снижает вес шасси, расход топлива и общую безопасность автомобиля.
- Пресс гидравлический рамный
- Гидравлический пресс 4-х колонный
- Токарно-давильный станок ротационной вытяжки
- Профилегибочный станок
- Вертикальный токарный станок
- Токарно-карусельный станок (для крепежных отверстий на диске)
- Горизонтальный токарный станок с ЧПУ
- Центробежная литейная машина

1. Структура
Биметаллические тормозные барабаны имеют кожух из упрочненной стали и упорное кольцо из износостойкого легированного чугуна, для обработки которых применяется передовая металлургическая технология. Это значительно повышает общие качественные показатели.
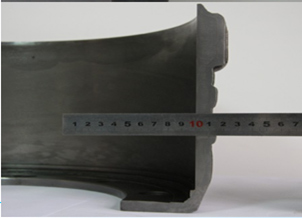
2. Толщина
Толщина стенок биметаллических тормозных барабанов на 8-10 мм меньше чем у аналогичных традиционных моделей. Компактная конструкция, легкий вес и быстрое рассеивание тепла.
 Биметаллический тормозной барабан
Биметаллический тормозной барабан Традиционный тормозной барабан
Традиционный тормозной барабан
3. Вес
Биметаллические тормозные барабаны на 25% легче традиционных аналогов, обеспечивая оптимальный расход топлива.
 Биметаллический тормозной барабан
Биметаллический тормозной барабан Традиционный тормозной барабан
Традиционный тормозной барабан
4. Безопасность
При деформации сжатием до 22 м внутренние стенки тормозного барабана из биметалла не трескаются. При этом кожух абсолютно устойчив к воздействиям. Для сравнения традиционные тормозные диски раскалываются при деформации сжатием лишь в 5 мм.
5. Производство
Кожух биметаллического тормозного барабана применяет специальный формовочный станок. Производственный процесс включает загрузку и выгрузку, сборку, устройства распределения и позиционирования, не требуя ручных операций и обеспечивая автоматическое производство, что снижает трудозатраты.




6. Добавленная стоимость
Превосходное качество, абсолютная прочность и долговечность биметаллических тормозных барабанов были отмечены пользователями. Что обеспечивает прибавочную стоимость в 220%-320% по сравнению с традиционными моделями.
- Подача
- Перфорация установочного отверстия
- Обтачивание
- Роликовая гибка
- Перфорация центрального и крепежный отверстий
- Выравнивание
- Центробежное литье
- Токарная обработка и обрезка центрального отверстия, внешней поверхности, внешней окружности
- Токарная обработка и обрезка внутренней поверхности, внутренней окружности
- Расширение, обрезка либо округление крепежных отверстий
- Контроль качества и маркировка
- Выгрузка
- Подача стальных пластин
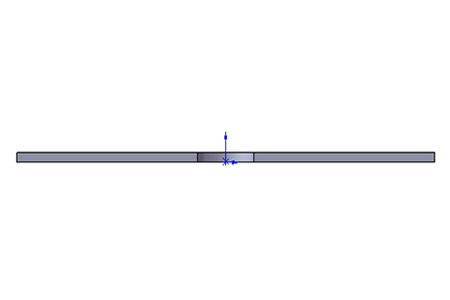
- Первичное черновое точение
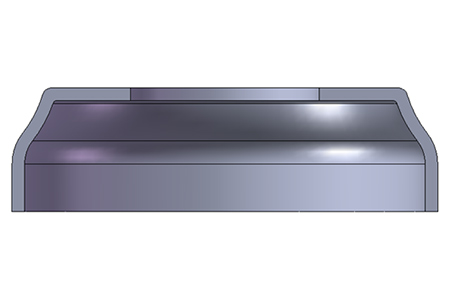
- Роликовая гибка
- Первичное тонкое точение
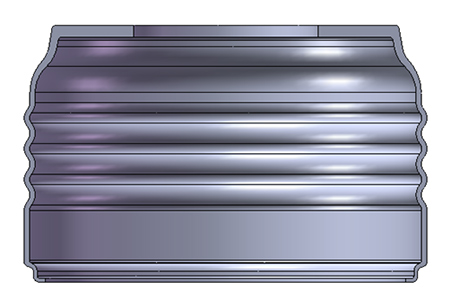
- Вторичное черновое точение
- Вторичное тонкое точение
| Номер | Технологический процесс | Оборудование | Мощность | Количество | ||
| Мощность главного двигателя | Общая мощность гидростанции | Полная входная мощность | ||||
| 1 | Раскрой | Пресс гидравлический рамный 1000т | 45 | 45 | 1 | |
| 2 | Пробивка | Гидравлический пресс 4-х колонный 500т | 30 | 30 | 1 | |
| 3 | Ротационное точение | Токарно-давильный станок | 132 | 34.5 | 166.5 | 1 |
| 4 | Тонкое точение | Токарно-давильный станок | 132 | 34.5 | 166.5 | 1 |
| 5 | Роликовая гибка | Профилегибочный станок | 110 | 110 | 1 | |
| 6 | Перфорация центрального и крепежный отверстий | Гидравлический пресс 4-х колонный 1000т | 45 | 45 | 1 | |
| 7 | Выравнивание | Гидравлический пресс 4-х колонный 1000т | 45 | 45 | 1 | |
| 8 | Центробежное литье | Вне линии | ||||
| 9 | Обрезка внешней поверхности и центрального отверстия | Вертикальный токарный станок | 11 | 5 | 16 | 1 |
| 10 | Формование | Вертикальный токарный станок | 11 | 5 | 16 | 1 |
| 11 | Скругление и обрезка крепежных отверстий | Многошпиндельный сверлильный станок | 11 | 2.2 | 13.2 | 2 |
| 12 | Контроль качества и маркировка | |||||
| 13 | Выгрузка готовых изделий | |||||



